Установка вальцов
Вальцы трехвалковые ручные должны быть жёстко установлены на фундамент и закреплёны через специальные отверстия в раме четырьмя анкерными болтами. Глубина закладки фундамента под вальцы должна быть не менее 150 мм. Горизонтальная выверка вальцов при их установке производиться по уровню, установленному на базовой поверхности станины (точность установки 2 мм на 1000 мм длины).
Принцип работы
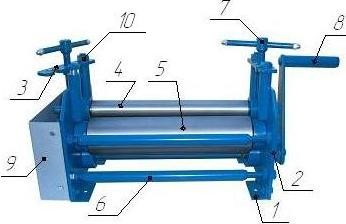
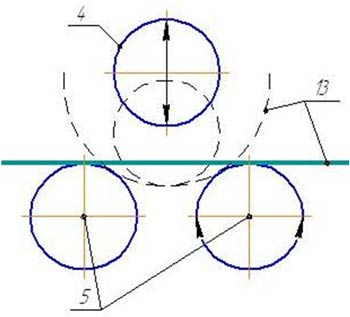
С помощью прижимных винтов 7 поднять вверх прижимной вал 4. Вальцуемый лист расположить между опорными 5 и прижимным 4 валами рис.2 (заготовка должна располагаться параллельно валам). Далее одновременным вращением прижимных винтов 7 опускаем постепенно ( 1/2 оборота) прижимной вал 4 на величину, необходимую для начала формирования требуемого радиуса вальцевания. После каждого опускания прижимного вала 4 вальцуемый лист прокатывается по всей плоскости с помощью вращения приводной рукоятки 8 механического привода (связанного с опорными валами через шестерни ).
Для извлечения заготовки из вальцов возвращаем прижимной вал 4 в верхнее положение с помощью вращения прижимных винтов 7. При необходимости снятия прижимного вала ослабляем фиксирующие гайки и поворачиваем откидную балку 3 на 180° и выводим из зацепления винт 7 подъёмного устройства.