
![]() Гарантия 1 год
Гарантия 1 год

info@mta33.ru 8(49244)7-60-05

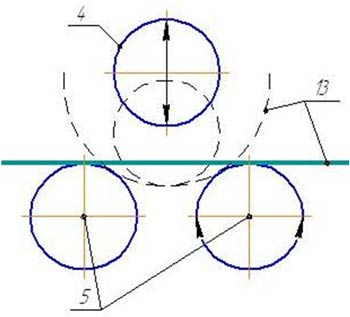
Производство станков. Проектирование и изготовление нестандартного оборудования. Вальцы трехвалковые, станок отрезной, станок точильно-шлифовальный
![]() Гарантия 1 год
Гарантия 1 год