Вальцы Электромеханические трехвалковые МГ-0625-В
![]() Гарантия 1 год
Гарантия 1 год
Основные характеристики
Максимальная толщина листа при вальцевании | 0,8 мм |
Наибольшая ширина вальцевания | 625 мм |
Диаметр верхнего вала | 41 мм |
Количество валов | 3 шт |
Рабочая скорость | 6 м/мин |
Мощность привода | 0,37 кВт |
Габариты
Положение | Рабочее | Транспортное (пленка, обрешетка) |
Длина | 960 мм | 1060 мм |
Ширина | 500 мм | 600 мм |
Высота | 950 мм | 1110 мм |
Масса | 89 кг | 98 кг |
Применение
Вальцы трехвалковые электромеханические применяются предприятиях любого размера.
Вальцы приводятся в движение кнопками для левого и правого вращения, имеется кнопка для аварийной остановки. При включении вращения, материал прокатывается по всей плоскости вальцов. Есть возможность быстрого съема верхнего вала с для извлечения заготовок.
Станок предназначен для формирования кругло-цилиндрических изделий:
- водостоков
- дымоотводов
- различных емкостей
Электромеханический вальцовочный станок МГ-0625-В гарантирует постоянное качество вальцовки при обработке оцинкованной и черной стали, пластика и прочих листовых материалов.
Вальцы трёхвалковые электромеханические. Устройство и принцип работы.
Вальцы трёхвалковые электромеханические
состоят из следующих основных частей:
1 – основание — рама;
2 – щечки;
3 – прижимная балка;
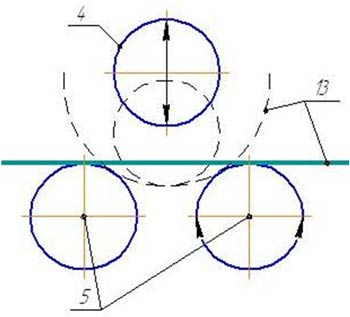
4 – прижимной вал;
5 – опорные валы;
6 – стяжные шпильки;
7 – прижимной винт;
8 – фиксирующая гайка;
9 – выносной пульт;
10 — электрошкаф;
11 – кожух (электропривода);
12 – болт заземления;
14 – кнопка «СТОП»
15- мотор-редуктор:
16- педаль-реверс

Рисунок 1.
1. Установка вальцов трёхвалковых электромеханических
Вальцы должны быть жёстко установлены на фундамент и закреплёны через специальные отверстия в раме четырьмя анкерными болтами. Глубина закладки фундамента под вальцы должна быть не менее 150 мм. Горизонтальная выверка вальцов при их установке производиться по уровню, установленному на базовой поверхности станины (точность установки 2 мм на 1000 мм длины). Перед началом работы убедиться, что вальцы заземлёны.
Очистить валы 4 и 5 от консервирующей смазки. Внешним осмотром убедиться в целостности всех электрических соединений. Убедиться в соответствии напряжения питающей сети параметрам вальцов. После чего приступить к обкатке вальцов на холостом ходу в течение 30 минут.
2. Принцип работы
С помощью прижимных винтов 7 поднять вверх прижимной вал 4. Вальцуемый лист 13 расположить между опорными 5 и прижимным 4 валами (рис.2) (заготовка должна располагаться параллельно валам). Далее равномерным вращением прижимных винтов 7 опускаем постепенно ( ½ оборота) прижимной вал 4 на величину, необходимую для формирования требуемого радиуса вальцевания. Вальцевание листа осуществляется вращением электромеханического привода (связанного с опорными валами через шестерни ), при помощи нажатия реверсивных педалей 16 на выносном пульте 9. Аварийное выключение вальцов осуществляется через кнопку «СТОП» 14. Для извлечения заготовки 13 возвращаем прижимной вал 4 в верхнее положение с помощью вращения прижимных винтов 7. При необходимости снятия прижимного вала ослабить фиксирующую гайку 8, на прижимной балке 3 и вывести из зацепления винт 7 подъёмного устройства.